Занимательная гальванотехника: Пособие для учащихся - Одноралов Николай Васильевич (читаем книги бесплатно txt) 📗
Обычно в дополнение к основному устанавливают специальные вспомогательные аноды. Их вводят в глубоко профилированные места и в поднутрения, т. е. в такие места формы, куда электрические силовые линии от удаленных анодов в достаточной степени не проникают. Вспомогательные аноды должны быть из прокатанной высококачественной меди марки М-0 или М-1 (ОСТ ЦМ 21–39), чтобы избежать образования шлама, засоряющего форму. Кроме того, аноды следует помещать в шламозадерживающие мешки из тонкой капроновой или стеклянной ткани.
Подготовка анодов перед установкой на место и сама установка осуществляется в следующем порядке.
К аноду, вырубленному по ширине и изогнутому в соответствии с профилем данного места формы, припаивают многожильный электропровод с плотной хлорвиниловой изоляцией, так, чтобы изоляция провода была возможно ближе к аноду.
Оголенную часть провода, припаянную к аноду, покрывают изоляционным лаком или парафином, поверх которого наносят плотный слой озокерита толщиной по крайней мере 3–4 мм. Такая изоляция необходима для защиты анода в месте контакта от растворения в процессе электролиза.
Вспомогательные аноды обычно устанавливают после наращивания металла необходимой толщины; их располагают перед углублениями, не затянувшимися металлом, или там, где отложение металла имеет недостаточную толщину.
Аноды прикрепляют озокеритом к просушенному металлу, отложившемуся в форме. Приклеивание анода озокеритом должно быть надежным и может производиться в нескольких местах; края озокеритовой массы должны плотно прилегать к металлу на форме. До крепления анодов на них надевают шламозадерживающие чехлы.
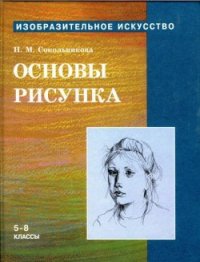
На рисунке 26 показаны примеры расположения вспомогательных анодов, в открытых формах — для барельефов (а, б, г) и в закрытых формах — для объемной скульптуры (б, д, е, ж).
Рис. 26. Примеры специальных случаев расположения анодов:
1 — свинцовая трубка: 2 — озокерит.
Число разнообразных случаев, которые могут представиться на практике, огромно. Для рационального подхода к вопросу об улучшении распределения силовых линий путем экранирования или введения дополнительных анодов нельзя ограничиваться выбором одного из указанных типичных случаев. Необходимо иметь возможность измерять распределение силовых линий.
Декоративная отделка изделий
Декоративная отделка изделий производится тонированием — оксидированием, т. е. созданием химическим способом тончайших пленок на поверхности металла, которые изменяют его цвет.
Другой метод декоративной отделки осуществляется гальваническим способом путем нанесения пленок другого металла на поверхность отделываемых изделий. Тот и другой способы отделки являются завершающим процессом.
Тонирование — оксидирование изделий — уменьшает первоначальный блеск чистого металла, смягчает переходы от выпуклостей к углублениям, но одновременно может подчеркнуто выделить формы, делая рельефную поверхность изделия более выразительной.
Часто прибегают к комбинированной отделке изделий, применяя гальваническую, декоративную отделку в цвет бронзы, серебра или других металлов с последующим химическим оксидированием. По окончании декоративной отделки изделие следует покрыть прозрачным лаком — нитролаком, который готовят растворением кинопленки (предварительно смыв эмульсию в горячей воде) в ацетоне. Для этого сухую кинопленку режут на мелкие кусочки, которые засыпают в ацетон. Примерно на 100 г ацетона берут 250–300 мм обычной кинопленки.
Покрывать изделие можно мягкой кисточкой или погружая его в нитролак. Можно применять и другой способ покрытия, заключающийся в натирании поверхности изделия шерстяной тряпочкой раствором пчелиного воска в скипидаре.
Основным условием для получения качественной декоративной отделки как при химическом, так и при электрохимическом способах является безукоризненная предварительная подготовка изделий перед покрытием.
Подготовку изделий перед покрытием всегда следует проводить по такой технологической схеме: предварительно с изделий удалить грубые налеты жира, машинного масла, особенно с изделий, полученных техникой гальванопластики, так как они всегда имеют следы воска, гипса, графита, остающиеся от гальванопластических форм. Для удаления грубых налетов жира и различных загрязнений изделия промывают в бензине или ацетоне, после чего их следует опустить в горячий раствор (80–90 °C) гидроксида натрия или гидроксида калия, который предварительно растворяют в холодной воде, из расчета 10–15 г на 1 л. Обезжирив изделия в горячей щелочи, их промывают в горячей воде, а затем в холодной проточной воде в посуде под водопроводным краном.
При наличии темных пятен на изделиях после обезжиривания их можно счистить мелким песком с водой (при этом не царапая поверхность металла) или протравить в 30-процентном растворе азотной кислоты. Хорошо обезжиренные изделия должны полностью смачиваться водой и не иметь расползающихся сухих островков.
К подготовленным изделиям нельзя прикасаться руками, так как жир, имеющийся на руках, снова может зажирить изделия. Поэтому подготовку изделий по их обезжириванию следует вести или: в резиновых перчатках или лучше к изделиям заранее должна быть прикреплена медная проволока, которая в дальнейшем послужит проводником при завеске изделий в гальваническую ванну.
Декоративное оксидирование гальванопластических изделий из меди, а также изделий из бронзы и латуни можно отделывать многими окисляющими средствами. Результаты получаются различные, в зависимости от применяемых растворов, их концентрации, температуры и т. п. При оксидировании изделий из бронзы и латуни играет важную роль состав бронзы и латуни.
Исследования по оксидированию скульптуры и различных изделий из латуни и бронзы показали, что цвет и качество оксидных пленок в значительной мере зависит от состава сплава этих металлов.
Так, при почти одинаковых количествах в бронзах меди, олова и цинка (87 % меди, 8 % олова и 5 % цинка) при отсутствии свинца оксидные пленки образуются значительно труднее. На бронзах же с присадками свинца в пределах от 0,5 до 2,5 % образование оксидной пленки облегчается и повышается ее качество.
При проведении опытов по оксидированию были исследованы различные оксидированные составы. При работе с сульфидом аммония было установлено, что бронзы, а также латуни, например марки Л-62, содержащие значительное количество цинка (12–22 %), оксидируются значительно труднее, чем бронзы, содержащие от 4 до 8 % цинка, и латунь, содержащая цинка не более 10 %.
Таким образом, наличие в сплаве свыше 10 % цинка затрудняет оксидирование сульфидом аммония.
Другой раствор — «серная печень» (приготовляется специально 2 ч. массы поташа с 1 ч. массы серы). Этот старинный оксидирующий рецепт был усовершенствован следующим образом: после растворения кристаллов «серная печень» в горячей воде ее добавляют в сульфид аммония. В зависимости от количества добавляемого раствора «серной печени» к сульфиду аммония можно получить оксидную (сульфидную) пленку от светло- до темно-коричневого и почти черного цвета. При этом происходят реакции:
2 Cu + Na2S2 = Cu2S + Na2S (коричневая пленка)