Занимательная гальванотехника: Пособие для учащихся - Одноралов Николай Васильевич (читаем книги бесплатно txt) 📗
а — глубокое погружение электродов в электролит, б — электроды находятся у поверхности электролита, в — электроды у поверхности, внизу экран
Для устранения указанного явления, обычно резко проявляющегося при работе в ваннах большего объема, принимают ряд мер. Так, например, формы загружают в электролит так, что от верхнего края их до зеркала ванны оставляют не более 1–2 см (рис. 23).

Рис. 23. Способ наращивания при постепенном погружении с экранированием черновой формы
1 — экран
Для устранения влияния объема электролита, находящегося ниже формы, под нее подводят экран, чем достигается и с этой стороны большая равномерность в расположении силовых линий. Так же устанавливают боковые экраны, в результате чего получается как бы кассета, изолирующая электроды от излишней массы электролита. Роль таких кассет могут отчасти выполнять рамки, в которых заключают катод и анод (рис. 21). Для защиты торцовой части анода рамку можно заменить разрезанной вдоль хлорвиниловой трубки.
Экраны изготовляют из листовой пластмассы (винипласта, акрилата) толщиной 4–5 мм; по углам в них сверлят отверстия для подвешивания на мягких подвесках из электропровода с резиновой изоляцией. В ванну экраны устанавливают после завешивания анода и погружения форм в электролит.
Общими контурными экранами ограничиваться нельзя. Еще более важное значение имеют местные экраны. Скульптура, репродуцируемая гальванопластически, обычно резко отличается между собой в деталях рельефа, вследствие чего необходим индивидуальным подбор экранов для регулирования отложения металла.
Сложность регулирования заключается также в необходимости одновременно решать вопрос о режиме электролиза, и прежде всего правильно выбрать среднюю плотность тока, от чего зависит плотность тока на отдельных участках.
Рассмотрим подробнее различные приемы экранирования.
На рисунке 24 представлен способ постепенного погружения формы с применением экрана: а — первая стадия наращивания металла на выступающие детали формы, близлежащие к аноду; б — применение экрана, защищающего уже наращенную нижнюю часть формы (на этой стадии рабочей является углубленная часть формы); в — установка экрана при погружении выступающих частей формы до зеркала электролита; г — окончательное погружение формы в электролит, при котором полностью покрывается верх формы.

Рис. 24. Способ наращивания при постепенном погружении и экранировании монолитной формы
1 — отверстие для впуска электролита 2 — линия экранирования
По такому же принципу наращивается металл внутри монолитных форм. Способ наращивания путем последовательного погружения формы в электролит по мере отложения металла требуемой толщины представлен на рисунке 24: а — первый этап погружения формы; б — следующий этап погружения с экранированием отложенного металла при помощи изоляции; в и г — стадии дальнейшего погружения (показано перемещение границы закрытия отложенного металла изолирующим слоем).
Металл обычно закрывают в формах изолирующим слоем при помощи расплавленного парафина. Такая изоляция имеет существенное значение для регулирования толщины отлагаемого слоя.
Края формы и все ее детали, имеющие достаточную толщину, следует по мере наращивания металла тщательно закрывать изолирующим слоем, чтобы избежать образования отдельных дендритов в плохо закрытых изоляцией местах.
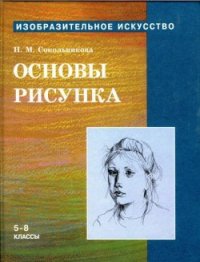
Другой способ регулирования отложения металла заключается в разделении монолитных форм на отдельные пояса, не связанные между собой проводящим слоем. На рисунке 25 изображена такая форма: ее пояса снабжены самостоятельными питающими проводниками, которые постепенно подключают к источнику тока таким образом, что после достаточного наращивания металла на данном поясе соответствующий проводник отключают и подключают соседний.

Рис. 25. Способ наращивания с секционированием по поясам:
а, б, в, г, д, е, ж — пояса: 1, 2, 3, 4, 5, 6, 7 — проводники.
При изготовлении такой формы предварительно устанавливают и закрепляют проводники, служащие контактами, к проводящему слою данного пояса.
Просушенную и затем пропитанную восковой композицией форму подготовляют к нанесению электропроводящего слоя. При этом форму разделяют внутри обычными электроизоляционными лентами, которые плотно наклеивают на внутреннюю полость формы, разделяя ее таким образом на отдельные пояса а, б, в и т. д.
Пояса должны быть непременно горизонтальными. Таким же образом можно изолировать и отдельные глубоко профилированные детали формы, снабжая их самостоятельными проводниками для питания.
Подготовленную форму покрывают проводящим слоем, после чего наклеенные изоляционные ленты снимают; в результате пояса или отдельные углубленные элементы формы, оказываются изолированными друг от друга, так как вместе с лентами удаляют проводящий слой.
Наращивание начинают с наиболее углубленных деталей формы, в данном примере с пояса а, включая питающий проводник 7: по отложении в этом поясе требуемой толщины металла питающие проводники его отключают и включают проводник 6 и т. д. После отложения металла на участках а и б форму из ванны вынимают и наносят проводящий слой на место, где была наклеена изоляционная лента, затем сращивают два пояса формы. После этого включают следующий пояс и таким образом последовательно наращивают металл на всю форму.
Для получения изолирующего слоя в процессе наращивания металла на сложнопрофилированные формы (в особенности при изготовлении бесшовных бюстов в монолитных формах) применяется способ изоляции уже наращенных мест (где не требуется дальнейшего отложения металла) при помощи тетрахлорметана, который заливают в форму, пользуясь тем, что его плотность больше плотности электролита, так как он находится под слоем электролита, не смешиваясь и не реагируя с ним.
Для получения в процессе гальванопластики равномерного слоя металла можно применять периодическое изменение направления постоянного тока. Такое реверсирование тока препятствует росту металла на выступающих и острых элементах форм вследствие того, что анодное растворение металла в период подключения его к аноду происходит наиболее интенсивно именно на остриях и выступающих частях.
Ток переключают так, чтобы в течение 2—40 с отлагался металл на катоде, а затем в течение 0,5–5 с растворялся отложенный металл. Таким образом, при реверсировании тока наращиваемая форма включается в качестве анода только на короткие промежутки времени и в течение продолжительного времени остается катодом.
Анодное включение катода прерывает процесс роста кристаллов, что отражается на характере последующего роста кристаллов: вместо крупнозернистой столбчатой получается мелкокристаллическая структура меди.
Реверсирование тока сопровождается повышением рассеивающей способности электролита, а отложения металла становятся более светлыми, плотными, без шероховатостей.
Для реверсирования тока применяют реле времени для периодического переключения тока.
Правильное расположение анодов в процессе наращивания металла на глубоко профилированные формы является одним из активных средств для получения равномерного отложения металла в форме.