Ремонт часов - Трояновский Василий Васильевич (электронная книга txt) 📗
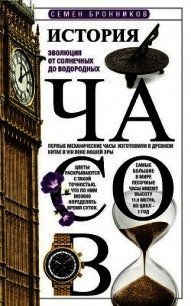
Фиг. 143. Проверка зазоров при сборке часов.
В позиции I производят установку барабана и центрального колеса, в позиции II — проверку зазоров центрального и секундного колес, в позиции III — проверку зазоров барабана и центрального колеса, а также установку колес второго ангренажа. В позиции IV показан способ проверки зацепления в механизме с собранным ангренажем.
В часах наручных и карманных может наблюдаться посторонний шум, который вызывается усиленным трением в узле спуска и баланса.
Основными причинами могут быть:
а) плохое полирование цилиндрической части и пяток оси баланса;
б) эксцентричность цапф осей и пяток оси баланса;
в) лопнувшие или выкрошенные камни оси баланса;
г) образование выбоин на опорных камнях в точках соприкосновения с пятками оси баланса;
д) плохое закрепление накладных камней оси баланса;
е) касание спирали баланса о какую-либо деталь механизма;
ж) трение витков спирали баланса между собой;
з) касание обода баланса или витков спирали о какую-либо деталь механизма;
и) касание эллипса с платиной или выступающим из нее винтом нижней накладки оси баланса или рожка вилки;
к) сильное трение эллипса о плохо обработанные поверхности паза анкерной вилки;
л) касание вилки о свой мост или платину.
Выявление шума производят при прослушивании хода механизма в разных положениях. При этом основными являются положения циферблата вверх или вниз.
§ 15. Размагничивание часов
Стальные детали и узлы часового механизма, как анкерная вилка, спусковое колесо, спираль, заводная пружина и другие, часто подвергаются намагничиванию, что вредно влияет на ход часов. В мастерской необходимо иметь специальное приспособление для размагничивания.
На фиг. 144, а и б показаны установки для размагничивания, представляющие собой соленоиды по обмоткам которых протекает переменный электрический ток.

Фиг. 144. Установка для размагничивания.
В ремонтную мастерскую часто поступают часы, имеющие намагниченные детали, так как их владельцы находились вблизи от электрических установок, излучающих электромагнитное поле.
В часовом механизме магнитному воздействию может подвергаться любая деталь, изготовленная из стали, но особенно анкерные вилки, колеса, спирали балансов и заводные пружины. Часовой мастер при поступлении часов в ремонт в первую очередь должен проверить детали часов на намагниченность. Проверку осуществляют при помощи маленького компаса, отклонение стрелки которого характеризует намагниченность деталей, или стального пинцета, так как к последнему детали часов легко прилипают.
Детали, подвергшиеся намагничиванию в момент влияния на них магнитного поля, занимали в механизме какое-то положение и получили направленную по определенной оси намагниченность. При работе механизма ориентация деталей изменится и магнитное поле их оказывает влияние на другие детали. Возникает нарушение хода часов.
Переменный ток, создающий магнитное поле, характерен тем, что стальные детали, попавшие в зону этого поля, намагничиваются при мгновенном выключении тока.
Если попавшие в зону поля стальные детали выводятся из него не мгновенно, то детали не намагничиваются. Размагничивание деталей часового механизма может быть выполнено в отдельности каждой детали или в собранном механизме. Целесообразнее производить размагничивание собранного механизма.
Выполнение размагничивания каждой детали в отдельности требует значительной затраты времени. Для размагничивания механизм в горизонтальном положении вводится на 1–2 сек. в зону магнитного поля, создаваемого соленоидом, и в таком же положении постепенно выводится из зоны поля на расстояние 1–1,5 м. При выведении механизма из зоны поля целесообразно слегка поворачивать его вокруг оси в одну из сторон. Если с первого раза полного размагничивания не последовало, операция выполняется вторично. Аналогичным образом необходимо поступать при размагничивании отдельных деталей.
Стальные инструменты (отвертки, пинцеты, развертки и др.), подвергшиеся намагничиванию, перед использованием должны быть размагничены.
Размагничивание инструментов может быть выполнено описанным выше методом.
§ 16. Чистка и смазка
Чистка деталей часового механизма может быть выполнена вручную или с применением специальной моечной машины. Ручной способ чистки заключается в обработке всех деталей механизма с применением растворяющих веществ. Детали разобранного механизма после выявления и устранения дефектов на несколько минут погружаются в бензин. Для промывки рекомендуется применять только очищенный бензин марки «Калоша». Все другие растворители, применяемые для промывки деталей, также должны быть очищенные. Детали вынимаются из бензина и тщательно обрабатываются мягкой щеткой. При этом деталь удерживается в папиросной бумаге. Особо грязные детали крупных часов рекомендуется промывать в горячей мыльной воде с последующим ополаскиванием очищенной детали в чистой воде.
Просушка деталей, прошедших промывку, производится в сухих древесных опилках.
Чистка деталей механизма должна производиться группами.
Вначале очищают мосты и платины, потом колеса и другие детали за исключением пружины хода и спирали баланса. Очистку палет анкерной вилки и камней платин и мостов производят остро отточенной палочкой, а цапфы очищают твердой сердцевиной бузины.
Анкерная вилка, мосты и платины после очистки камней очищают мягкой псовой щеткой и обдувают грушей.
Очистку баланса производят отдельно от всех деталей последовательным погружением его в растворы и просушкой в опилках. Хорошая очистка всех деталей механизма с удалением следов масла на цапфах осей и камневых опорах гарантирует большую амплитуду колебаний баланса после сборки механизма и длительное сохранение масла в опорах.
Очищенные детали накрывают стеклянным колпаком, для того чтобы предохранить их от загрязнения до установки в механизм.
Ручной способ очистки деталей часов широко распространен но он малопроизводителен.
В ремонтных мастерских чистку деталей производят с применением специальных моечных машин.
Применение моечных машин повышает производительность труда, исключает повреждение деталей, их утерю и повышает качество чистки.
Общий вид моечной машины на три сосуда для чистки деталей показан на фиг. 145, а бывают моечные машины на четыре сосуда.
Фиг. 145. Машина для чистки деталей часов.
Конструкции моечных машин могут быть самыми различными, принцип их работы остается неизменным.
На основание устанавливают стеклянные сосуды, каждый из которых имеет емкость около 1 л. На нем также закрепляют штангу с поворотным кронштейном, на котором укреплен электродвигатель. На оси электродвигателя находится съемная металлическая разборная корзина (фиг. 146).
Фиг. 146. Корзина моечной машины.
Электродвигатель с корзиной перемещают по штанге и поворачивают вокруг нее. Это дает возможность опускать корзину в любой из сосудов.
Каждый сосуд заливают раствором. Детали механизма часов укладывают в отдельные секции корзины. Размещение деталей в секциях корзины производят с таким расчетом, чтобы крупные детали не повреждали одна другую.
Особо грязные смазанные детали, а также детали заводного механизма рекомендуется предварительно промывать в бензине.