Техника и вооружение 2009 03 - Коллектив авторов (лучшие бесплатные книги .txt) 📗
В 1948–1949 гг. в ЦБЛ-1 были разработан и внедрен на бронекорпусных заводах высокопроизводительный процесс сварки электродами больших диаметров, а в 1951–1956 гг. — процесс автоматической сварки корпусов и башен танков Т-54 и Т-10 аустенитной электродной проволокой (марок ЭИ-464, ЭИ-483, ЭИ-478 и ЭИ-613) под керамическим флюсом АН-14. Большой вклад в разработку технологии автоматической и полуавтоматической сварки броневых деталей корпусов и башен танков в 1951–1954 гг. внес Институт электросварки им. Е.О. Патона АН УССР.

Схема броневой защиты танка «Объект 757» (проект). Литая лобовая часть корпуса и башни выполнены в виде конструктивной брони.

Схема корпуса танка «Объект 772» с конструктивной броней.

Один из вариантов решетчатой конструктивной брони.

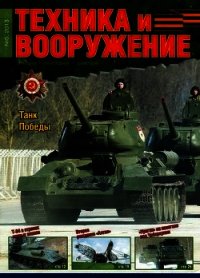
Схема макета корпуса со сварным бортом переменной толщины.
В 1953–1956 гг. на заводах № 75, № 200 (ныне Челябинский станкостроительный завод) и № 183 внедрили автоматическую сварку бронекорпусов регулируемой трехфазной дугой, что позволило повысить производительность сварки в 2,5–3 раза при экономии электроэнергии в 1,5 раза. В середине 1950-х гг. в ЦБЛ-1 для усиления броневой защиты вновь разрабатываемых средних танков были проведены работы по исследованию вопроса изготовления бортов корпуса танка с профилем переменного сечения путем электрошлаковой сварки. Использование бортов переменного сечения позволяло повысить противоснарядную стойкость брони с одновременным уменьшением ее массы. Конструкция такого борта состояла из двух броневых листов различной толщины, сваренных между собой под определенным (заданным) углом наклона. В процессе работы в ЦБЛ-1 была разработана технология сварки бортов, которая обеспечивала сохранение требуемой геометрии борта, исключала деформацию листов при сварке, смещение кромок или чрезмерное увеличение зазора, обуславливавших прекращение процесса электрошлаковой сварки (длина шва составляла 5,5 м). Изготовленный из двух частей борта макет прошел испытания обстрелом 100-мм тупоголовыми бронебойными снарядами. Испытания показали, что противоснарядная стойкость сварного соединения составляла 80 % от противоснарядной стойкости толстого листа борта, а сварное соединение и борт в целом обладал высокой конструктивной прочностью (живучестью). Технологию электрошлаковой сварки борта переменного сечения, разработанную оснастку и оборудование предполагалось использовать при изготовлении корпусов (по второму варианту со сварным бортом) опытного танка «Объект 430» завода № 75.
В 1952 г. на заводах № 174 и № 200 была произведена отливка башен танков Т-54 в кокиль с целью внедрения этого способа в серийное производство. Этот способ разработали в ЦБЛ-1 совместно со специалистами завода № 200 и в конце 1955 г. внедрили в серийное производство. В отличие от кокилей, изготавливавшихся из чугуна, для башен танка Т-34 в годы войны в качестве материала кокиля была использована малоуглеродистая сталь. Использование стали позволяло производить ремонт кокиля при появлении в нем трещин, тем самым обеспечивая возможность отливки более сотни башен.
Разработанный и внедренный в производство новый технологический процесс отливки башен в кокили по сравнению с литьем в песчаные формы обеспечивал:
— увеличение съема литья с квадратного метра формовочной площади с 6,4 до 14–15 т, то есть в 2–2,5 раза;
— снижение на 2 т расхода расплавленной стали при изготовлении одной башни танка;
— снижение стоимости изготовления башни на 3500 руб.;
— отсутствие пригара на наружной поверхности башен (трещины, засоры на них встречались обычно в незначительном количестве);
— некоторое увеличение (около 2 %) противоснарядной стойкости башни.
В 1954 г. для литых башен с толщиной стенок до 250 мм была создана сталь МБЛ-1 (Мариупольская броневая, литая — первая) с уменьшенным содержанием никеля и повышенным содержанием марганца и хрома, которую внедрили в серийное производство на заводах № 174 и N9200. В середине 1950-х гг. в московском филиале ВНИИ-100 (до 13 мая 1955 г. — ЦБЛ-1) разработали и в 1958 г. внедрили в серийное производство технологию термической обработки крупного броневого литья (литых башен), обеспечивавшую высокие боевые качества. Повышение противоснарядной стойкости (с 715 до 735 м/с) литых башен, изготавливавшихся из стали МБЛ-1 и 74Л, было достигнуто путем увеличения в них содержания углерода до 0,32-0,36 %. Несколько позже для производства башен ввели сталь СБЛ-1 (Сибирская броневая, литая — первая).
Кроме того, в 1958 г. в филиале ВНИИ-100 была проведена ОКР по изучению возможности расширения производства башен танков Т-54 в особый период. Особенность данной работы заключалась в изготовлении башни, сваривавшейся из двух-четырех частей. В результате была разработана технология и изготовлена оснастка для производства 5 сварнолитых башен, сваривавшихся из трех частей. При этом термообработка такой башни не вызывала чрезмерного коробления деталей, а ее размеры находились в пределах допуска по чертежу.
В 1963 г. заводом № 174 совместно с филиалом ВНИИ-100 была разработана и внедрена в производство сталь СБЛ-2 с увеличенным содержанием углерода и никеля и введением ванадия.
Таблица 33 Сравнительные данные по противокумулятивной стойкости основного бронирования отечественных и зарубежных танков
Средние танки
Тяжелые танки
Элементы броневой защиты
курсовой угол обстрела
СССР
США
Великобрит.
курсовой угол обстрела
СССР
США
Велибрит.
Франция
Т-55
«Объект 430»
М48А2
«Центурион» Mk7
M-48A2
Т-10
«Объект 770»
«Объект 279»
M-103
«Конкэрор»
АМХ-50
Башня
лоб
0-45°
208-212
245-263
178
152
0-60°
216-220
264-300
328 354
196
175
131
борт
90°
80
191-202
76
90
90°
89-121
234-254
328-354
137/91
103
более 100
верхняя лобовая
0°
200
240 230
*
240
140
0°
209
**
288
261 276
310
254
260
171
нижняя лобовая
0°
174
209
136
106
0°
190
248-252
310
146
152
***
Корпус
верхний пояс борта
90°
80
85
106
52
90°
176-170
220
238-258
78
51
100
нижний пояс борта
90°
80
80
87
52
90°
81
105
238-258
52
51
100
* По курсовому углу 40°.
** По курсовому углу 40°.
*** Данные отсутствуют.

Схема технологического процесса отливки башни танка Т-54 в кокиль.