Материалы для ювелирных изделий - Куманин Владимир Игоревич (читать книги полные TXT) 📗

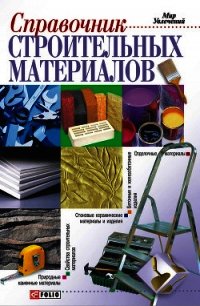
Рис. 2.1. Процесс изготовления украшений по восковой форме: а – на огнеупорную поверхность нанесен сдой воска; б – воску придана форма будущей отливки; в – на плоскость восковой модели наложены валики из воска; г – на воск острием инструмента нанесен орнамент, в ушко продет стержень – восковая модель готова; д – восковая модель залита жидкой глиной; е – воск выплавлен, на его место залит металл; ж – готовая отливка (застежкα-лунница).
Позже, в Древней Руси, медное, бронзовое и серебряное литье по восковым моделям производилось в большом количестве. Например, еще в VI–VII вв. и даже раньше литейщики, жившими в районе Днепра, отливали по восковым моделям различные украшения (подвески, височные кольца, браслеты, пряжки и др.). Ажурные литые изделия были недавно обнаружены при раскопках на Кавказе (в городе Гори и др.).
Процесс отливки украшений, применявшийся в те времена (восстановленный Б. А. Рыбаковым), показан на рис. 2.1. Применение восковых моделей подтверждается сложностью отливок, диктующих необходимость разрушения формы для извлечения отливки, тонким орнаментом на поверхности, как бы вырезанным резцом и, в особенности, отпечатками пальцев мастера, лепившего восковую модель, обнаруженными на некоторых литых изделиях.
В совершенстве технология литья по выплавляемым моделям была разработана в 1950-х гг. Характерно, что этому расцвету литья способствовали новые формовочные массы на основе этилсиликата, кристобалита, гипса, специальных резин и синтетических восков.
Суть технологического процесса литья по выплавляемым моделям
В пресс-формах изготавливают модели из воскоподобных материалов (наиболее распространенный вариант техпроцесса) и их компонуют в блоки моделей с литниковой системой. Затем приготовляют суспензию, состоящую из кремнийорганического жидкого связующего и пылевидного огнеупора. Суспензия послойно наносится на блок моделей. Обсыпается зернистым огнеупором и отверждается. Число слоев определяется массой блока и колеблется от 3 до 15. Из полученной формы нагревом удаляют модельный состав, затем ее прокаливают при 800—1000 °C и в горячем состоянии заливают металлом. Отливки отделяют от литниковой системы, очищают в щелочной среде, термически обрабатывают и передают на окончательную отделку, включающую шлифовку, полировку, гальванические покрытия, эмалирование, чернение и пр. (материалы для эмалирования и чернения приведены в Приложении). Приведенный технологический процесс применяется для отливок из металлов и сплавов, температура плавления которых превышает 1100 °C, или для художественных отливок большой массы.
Ювелирные отливки из сплавов на медной, алюминиевой, цинковой основах, а также из серебра и золота выполняются эстрих-процессом, где операции проводят в несколько другой последовательности и применяют другие материалы. Пресс-формы, в которых изготовляют модели из воскоподобных материалов, выполняются из ласила, виксинта или резины. После того как изготовлены модели и получены блоки, их помещают в трубчатые опоки и заливают суспензией, состоящей из огнеупорных материалов (динаса или кристобалита), гипса и воды. После отвердения суспезии опоки помещают в муфельную печь и производят выплавку модельного состава. Затем форму прокаливают при 750–800 °C и заливают расплавленным металлом. Дальнейшие операции выполняются по приведенной выше технологии, за исключением выщелачивания. Удаление формовочной массы производится под струей воды (вспомогательные материалы, используемые при литье по выплавляемым моделям для сплавов с температурой плавления свыше 1100 °C и литье эстрих-процессом, приведены в Приложении).
В нашей стране этот вид литья получил развитие в 1968 г. Тогда были произведены закупки оборудования в ФРГ и Италии. Технология стала высокопроизводительной и экономичной, благодаря чему ювелирные изделия подешевели.
В производстве ювелирных изделий выделяют ручное, точное литье, прокатку в вальцах, штамповку и механическую обработку.
Точное литье по выплавляемым моделям позволяет существенно удешевить производство, копировать и тиражировать ювелирные изделия в любом количестве. Кроме того, механической обработки требуется меньше, и себестоимость изделия в целом оказывается значительно ниже, чем при использовании любого другого метода литья. Все это дает возможность быстро реагировать на изменение рыночной ситуации и обеспечивает литейным ювелирным изделиям большую конкурентоспособность. Поэтому возникает потребность механизации ювелирного дела – от ручной сборки до тиража, выполняемого точным литьем. Кроме того, необходимо специализировать технологические процессы изготовления ювелирных изделий и оснастить рабочие места специализированным оборудованием.
В наше время Россия в числе передовых стран – таких, как Италия, Германия, США, Израиль и Турция, – занимает одно из ведущих мест по производству ювелирной продукции.
3. Основы строения материалов
3.1. Структура вещества в твердом состоянии
В твердом состоянии большинство неорганических материалов (более 96 %) имеют кристаллическое строение, т. е. правильное, упорядоченное, периодическое расположение атомов, ионов или молекул в пространстве.
Характер расположения атомов, ионов или молекул в пространстве принято описывать с помощью кристаллической решетки. Если мысленно соединить центры тяжести атомов, ионов или молекул прямыми, то образуется пространственная решетка, в узлах которой находятся те частицы, из которых состоит вещество. Так как положение атомов в пространстве является периодическим, правильным, а следовательно, симметричным, то и кристаллическая решетка также будет обладать определенной симметрией.
Симметрией кристаллов называют их свойство совмещаться с собой при поворотах, отражениях, параллельных переносах или при комбинации этих операций.
На рис. 3.1 показаны пример правильного, периодического расположения атомов в пространстве и кристаллическая решетка.

Рис. 3.1. Схема расположения атомов в твердом теле.
В кристаллической решетке можно выделить минимальный объем, с помощью которого описываются положение атомов и симметрия решетки в целом. Этот параллелепипед называется элементарной ячейкой.
Таблица 3.1
Варианты кристаллических решеток

Ребро такого параллелепипеда называется периодом или параметром решетки. Величина параметра решетки соизмерима с размерами атома. Для металлов параметры решетки составляют 0,2–0,6 нм, в зависимости от размера атома и типа кристаллической решетки. Элементарные ячейки могут иметь прямые или косые углы, ребра параллелепипедов могут быть равны друг другу или не равны, а следовательно, у них разная симметрия.
По симметрии формы элементарные ячейки, и соответственно кристаллические решетки, разделены на три категории: низшую, среднюю и высшую. Низшая категория содержит три сингонии: триклинную, моноклинную и ромбическую. Средняя – также три сингонии: тригональную, тетрагональную и гексагональную. Высшая категория включает одну сингонию – кубическую (табл. 3.1).
Свойства вещества зависят от природы тех частиц, из которых оно состоит, типа связи и ее энергии, а также от типа кристаллической решетки. Так, например, углерод в твердом состоянии существует в двух кристаллических формах: в виде графита с гексагональной решеткой и в виде алмаза с кубической решеткой. Возможность существования одного и того же вещества в нескольких кристаллических формах называется аллотропией или полиморфизмом. Этим свойством обладают некоторые металлы (олово, железо, титан, марганец и др.).