Рыболовные любительские снасти - Бухаров Н. Л. (бесплатные онлайн книги читаем полные версии .txt) 📗

Рис. 92. Противозакручиватели: а — целлулоидный, б — жестяный, в — » свинцовый.-
Домашнее изготовление блесен. Изготовить блесну несложно, главное требование — аккуратность и точность: малейшее изменение формы блесны меняет ее игру.
Материалом для изготовления блесен в домашних условиях служит листовая медь, латунь и томпак толщиной 0,5–1,5 мм.
Из листа бумаги вырезают выкройку будушей блесны. Чтобы выкройка была симметричной, ее складывают вдвое по продольной оси и ровняют Бумажную выкройку наклеивают на тонкую жесть (из консервной банки) и вырезают специальными ножницами для металла. Края ровняют напильником. Это будет постоянная вы- кройка, которую хранят для изготовления последующих блесен. Жестяную выкройку кладут на лист латуни, очерчивают ее контур острым концом стального шила (из штопальной игчы) и вырезают подобную ей из латуни. Контур можно делать и по готовой блесне: кладут ее на лист латуни и очерчивают по краям острым концом шила.

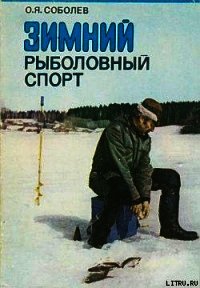
Рис. 93. Простейший пуансон и матрица:
1 — пуансон. 2 — матрица, 3 — блесна.
Для штамповки блесны изготовляют пуансон и матрицу. Простейший пуансон делают из брусочка сухого прочного дерева высотой около 10 см. Площадь в торце берется по размеру блесны. На торец накладывают выкройку блесны и очерчивают карандашом. Затем торец блесны отесывают, придавая ему очертание блесны. В торец пуансона завертывают один или два шурупа В углубление блесны наливают свинец и опускают туда выступающие головки шурупов. Чтобы остывший свинец крепко удерживал блесну на пуансоне (рис. 93), воглутую часть блесны предварительно лудят.
Матрица изготовляется проще. В жестяной коробке расплавляют свинец. Когда свинец застынет, ударами молотка по пуансону выбивают в свинце углубление: образуется постелька по форме блесны — это будет готовая матрица (см. рис. 93).
Выкройку блесны из латуни кладут на матрицу и, наставляя сверху пуансон, ударяют по нему молотком, выгибая блесну. Таким пуансоном можно отштамповать блесны толщиной 1–1,2 мм.
После штамповки проверяют ее правильность. Блесну кладут на стол выпуклой стороной вниз. Правильно отштампованная блесна сохраняет равновесие, неправильно отштампованная сваливается на бок.
В блесне сверлят необходимые отверстия, поверхность ее очищают наждачной бумагой или травят в азотной кислоте, потом полируют до блеска суконкой, натертой крокусом. Лучший крокус — зеленого цвета, из окиси хрома.
Копировка блесен. На практике чаще приходится копировать блесны, т. е. изготовлять по имеющемуся образцу. Копия и эталон блесны должны иметь одинаковый материал, толщину и форму; при-наложении друг на друга их поверхности должны полностью совпадать.
В качестве примера приводим порядок изготовления блесны «Кольской» длиной 92 мм, толщиной 1,8 мм, весом 27,5 г. Материал — медь.
Работу надо начинать с разметки блесны. На выпуклой стороне образца, начиная от головной части, наносят по всей длине поперечные деления (черточки), которые должны представлять проекции равных отрезков, снесенных с линейки на блесну.
В нашем примере длина каждого отрезка равна одному сантиметру (рис. 94). В местах, отмеченных черточками, и на концах измеряют ширину блесны с точностью в пределах показаний штанге-ля. Замерив общую длину, делают чертеж блесны в плане с указа-, нием размеров (рис. 94, а).

Рис. 94. Порядок изготовления блесны «Кольский» (вверху — разметка образца).
Для замера продольной выпуклости блесны ее кладут на линейку выпуклой стороной вверх.
В местах, отмеченных черточками, делают промеры выпуклости блесны по осевой линии вместе с линейкой. Один из таких размеров на рис. 94, б обозначен буквами АБ. Вычитая из АБ толщину линейки, получим интересующий нас размер СБ, который характеризует выпуклость блесны в данной точке, считая от плоскости линейки.
Ряд таких измерений позволит вычертить продольный профиль блесны {рис. 94,(5).
Вторичные измерения блесны делают в тех же местах, но уже без линейки, определяя поперечные изгибы блесны (размеры, аналогичные ДБ). На основании этик двукратных промеров вычерчивают вид блесны сбоку и ее поперечные семення (рис. 94, в).

Рис. 95. Гребенка с передвижными зубьями для фиксации выпуклости блесны (слева — продольный изгиб, справа — поперечный изгиб).
Для облегчения вычерчивания изгибов блесны удобно пользоваться простым приспособлением, представляющим собой гребенку с подвижными зубьями, перемещающимися в вертикальном направлении (рис. 95). Гребенку делают из стальных иголок или булавок, зажимая их между двумя планками с прокладкой между ними листовой резины. На одной из планок с внутренней стороны делают пропилы (гнезда), в которые вкладываются булавки. Глубина и ширина пропилов немного меньше диаметра булавок. Расстояния между булавками берутся одинаковые. Чем чаше зубья гребенки, тем точнее будут результаты. При нажатии такой гребенкой на блесну булавки легко передвигаются вдоль своей оси, фиксируя концами кривизну блесни как: в продольном, так и в поперечном направлении. Положив затем гребенку боком на лнст бумаги, отмечают концы булавок точками, по которым и вычерчивают профиль блесны.

Рис. 96. Шаблон для проверки вы-пукласти блёсны.
На основании замеров и чертежей делают шаблон, который более точно подгоняют по образцу блесны. На рис. 96 представлен образец такого Шаблона, на котором Имеется один продольный и ряд поперечных форм изгибов блесны через каждые 10 мм, начиная от головной части. Кроме основных форм изгиба, на шаблоне иногда делаются вырезы для подгонки наиболее характерных участков блесны, например формы закругления концов ее- Изготовляются шаблоны из жести или листовой латуни толщиной 0,4–0,6 мм.
Выкройка (или карта) блесны. Выкройка до штамповки несколько отличается от размеров блесны в ялане, ее подбирают опыт-ным путем: сначала делают выкройку до плану блесны (немного ее увеличив), по ней вырезают и штампуют первый образец блесны. Если эти размеры недостаточны, делают вторую выкройку несколько больших размеров и вновь штампуют, сохраняя образец выкройки. Практически это увеличение составляет не более 0,2 мм на каждые 10 мм длины (или ширины) блесны в плане. Проверяют отштампованную блесну с помощью шаблона.

Рис. 97.
Последовательность обработки пуансона.
Изготовление пуансона. Для штамповки блесен в домашних условиях целесообразнее всего изготовить пуансон из дюраля, однако простейший пуансон можно изготовить и из дерева твердых пород — дуба, бука, клена.
Для выделки пуансона требуется брусок прямоугольной формы из сухой выдержанной древесины. Длина бруска около 100–130 мм, а размер торца зависит от величины блесны. Торец запиливают строго под угольник к граням бруска. На торце наносят осевую линию Y — Y и вычерчивают план блесны (рис. 97, а). Боковые стороны бруска затесывают: сначала грубо топором, а затем уже стамеской точно по очертанию блесны. На боковой поверхности параллельно торцу наносится кольцевая линия I — I — I (рис. 97, 6). Расстояние от краев торца до кольцевой линии берется равным наибольшей выпуклости блесны, считая от плоскости, на которой лежит блесна. На рис. 94, б это расстояние обозначено буквами СБ.